【橡胶助剂产业网】8月8日消息,废轮胎热裂解技术作为资源循环利用的重要途径,正迎来产业化发展的关键阶段。该技术通过精准控制热化学反应,将废弃轮胎转化为高附加值产品,为橡胶行业绿色发展提供了新思路。
热裂解工艺核心要素
热裂解技术的核心在于温度梯度的精确控制。根据轮胎类型差异,最佳裂解温度区间存在显著不同:
乘用车轮胎(PCR):320-380℃
卡车轮胎(TBR):350-420℃
斜交轮胎(BIAS):300-360℃
据橡胶助剂产业网了解,现代裂解装置采用多段温控系统,温度波动可控制在±5℃以内,确保反应效率最大化。
产物价值提升路径
1. 再生炭黑(rCB):
通过表面活化改性,导电性能提升40%,在新能源电池领域应用广泛
2. 热解油(TPO):
加氢精制后可作为优质燃料,硫含量<50ppm
3. 钢丝回收:
经除杂处理后,冶金回收率达98%以上
技术经济性分析
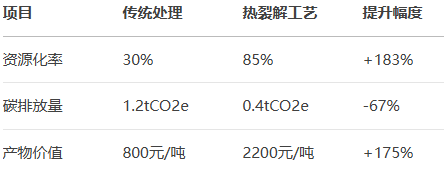
当前,我国已建成万吨级废轮胎热裂解装置20余套,年处理能力突破50万吨。随着《废轮胎综合利用行业规范条件》等政策的实施,热裂解技术将在"十四五"期间迎来快速发展期,预计2025年产业规模将达150亿元。